MakerGear M2的暴力升级改造
我的3D打印机是MakerGear M2,估计是中国大陆第一台零售机体吧,按照MakerGear网页上的命名,应该是Older M2's (Pre-November 2015) https://www.makergear.com/pages/user-guides
这是一台FDM机器,特点就是挤出能力强大,如果调教得当,其实就是把平台平衡调好了,那么打印质量极高。
但随着年龄增长,也多多少少有些不足。其中之一是Hotend的设计不够好,在使用一些特殊材料时,容易堵口,而且一堵起来就如同北京的三环,换回PLA材料仍然不通畅。于是我进行了一番升级。
升级目录
- Hotend换成e3d v6,减少堵口可能;
- Filament drive外面增加了散热风扇;
- extruder缩小了两臂之间的距离,进一步增加挤出动力;
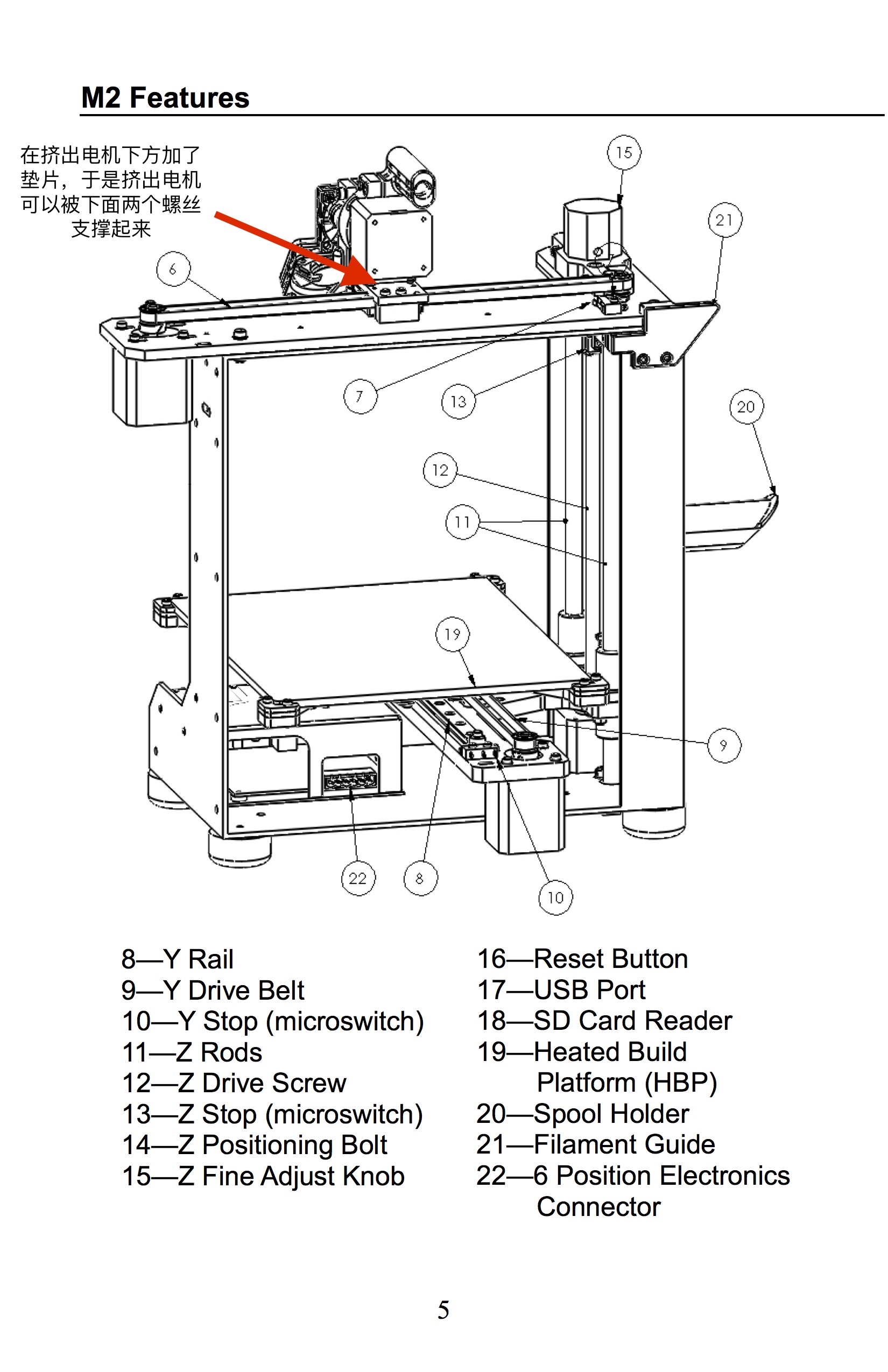
- 挤出电机底部垫平,以免侧旋;
- 打印底面换成柔性平台,提高效率;
- 测试使用PLA+碳纤维材料;
- 发现烫伤后可用六神花露水减轻疼痛(啊多么痛的领悟)
更换Hotend
MakerGear M2原来的hotend的喉管是塑料的。塑料喉管的散热并不好,导致hotend在上升到200度以上的打印温度时,喉管内的温度也很高,对PLA材料来说,60-70度就已经开始软化,即使是PETG材料也不能抵抗120度的温度。材料软化以后挤出机给出的推挤力量就难以传送,于是可能在extruder通道的末端就发生了打印丝的变形、堆积,最终无法挤出停止打印。
Hotend的设计关键是让打印丝只在挤出口末端受热液化,之前和之后都希望能够有较低温度。之前是在喉管内,低温可以保持固体形态,将挤出电机的推挤力量传达到挤出口。之后是在打印表面,低温使得可以打印倾角较大的结构,并且提高成功率。
@tigertooth4 建议我使用e3d v6的hotend,它的喉管是金属的,内部是聚四氟乙烯的管道。在喉管外还有散热的风扇,使喉管内温度迅速降低。在thingiverse https://www.thingiverse.com/thing:494430 上设计的配套风道也很不错,有类似戴森无叶风扇的结构,风力强大。
淘宝上就有卖e3d v6的套件,搜索即可,需要购买“v6套件近程”的,我选的是1.75/0.4mm,也就是打印丝使用直径=1.75mm,挤出头开口直径=0.4mm。

注意对于MakerGear M2来说,加热棒的工作电压是24V,如果商家卖的是12V的,注意务必要联系客服更换。我就买错了,电压X2,功率一下子X4,如果打印时间超过1.5小时,加热棒受不了就报废了。
买来e3d v6的套件以后,线的接口通常不能与MakerGear M2现有的接口相匹配。需要另外购买,M2原来的接口不知道叫什么名字。我购买的是“SM2.54 接插件”。
(SM2.54接插件的接线教程有时间我再放上)
换接口的时候公母可以随便设定,但要注意的是每换一个务必立刻用胶布贴上标记,在胶布上写好,免得乱了。
我现在的建议是加热棒和温度传感器的公母相反,两个风扇的公母相同。这样风扇方便交叉验证,而温度传感器则不会因为接错线而烧掉。
增加散热风扇
在更换风扇接口时,我稍微做了改进,我在挤出齿轮前面多加了一个40mm风扇,对着这个区域吹,但由于M2供电的线一共只有4组,所以我把Hotend喉管上的风扇和增加的40mm风扇并联在一起,也就是红线和红线一起,黑线和黑线一起连接到同一个插接件上。
这样做的原因是,如果挤出的阻力较大,挤出齿轮的位置就容易发热,如果热量太大有可能会使打印丝软化,如果打印丝软化变形,那么挤出齿轮就无法用上力量了。于是造成在打印过程中出现中断的情况。在挤出齿轮和打印丝接触的区域附近增加散热风扇也许可以缓解这种问题。
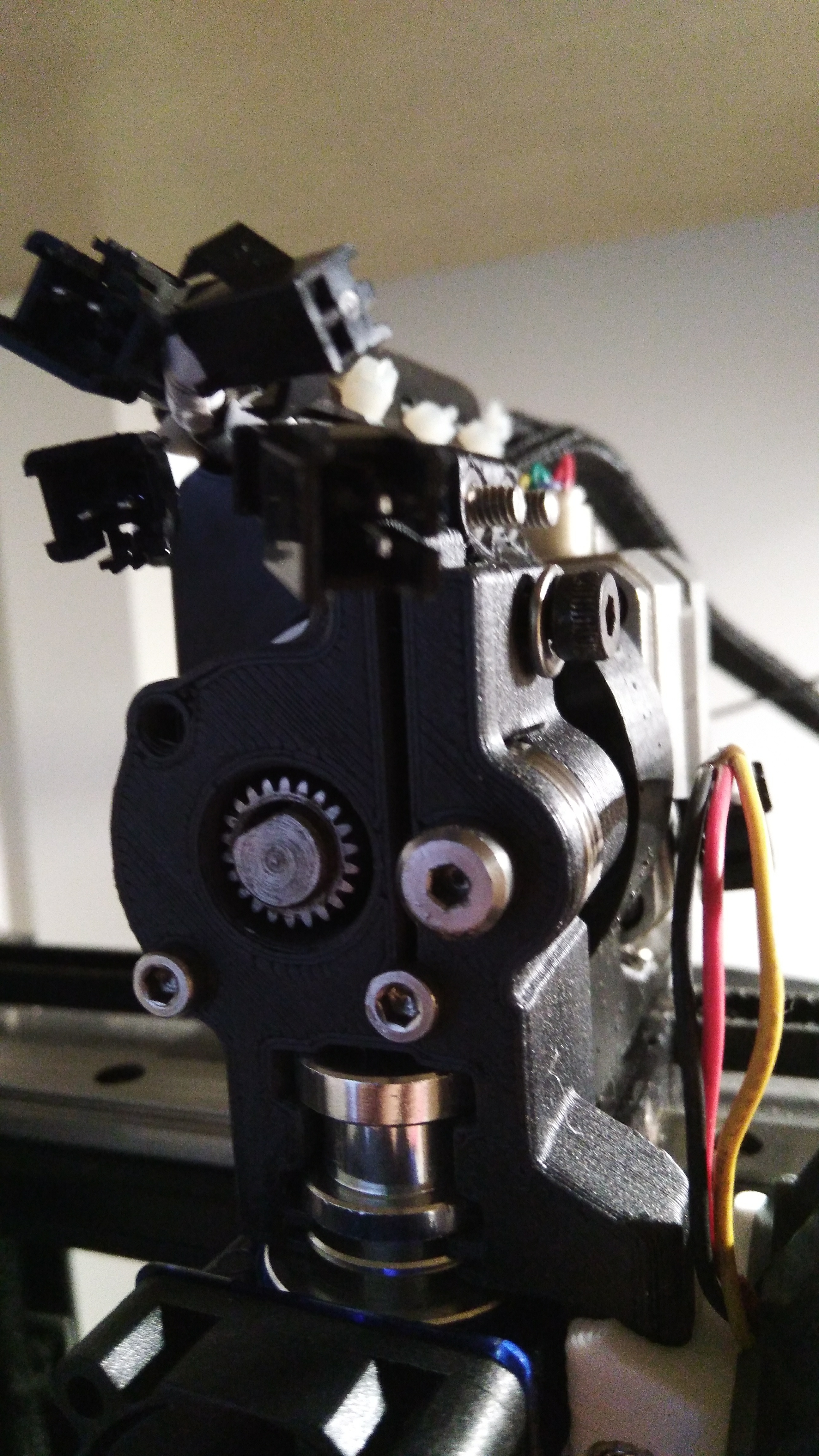
缩小extruder两臂之间的距离
我从thingiverse上下载了连接的套件: https://www.thingiverse.com/thing:494430 我打印的是E3D_Extruder_1.75_no_support.stl, 在我用PLA打印好装上以后,总是出现在打印过程中断料的问题。在增加了前面说的散热风扇以后,仍然不能解决。
仔细观察后我发现,也许是这个extruder零件设计有问题,也许是用PLA打印不合适,或者是填充的比例太低。总之挤出齿轮对extruder右侧臂的推力极大,即使在顶部有螺丝将两个臂拉近,但打印件可能出现裂纹。于是在打印过程中越来越松,挤出力也就不足了。
但我当时也没有其它材料可用,于是只好使用铁丝强制把两个臂固定到一起。
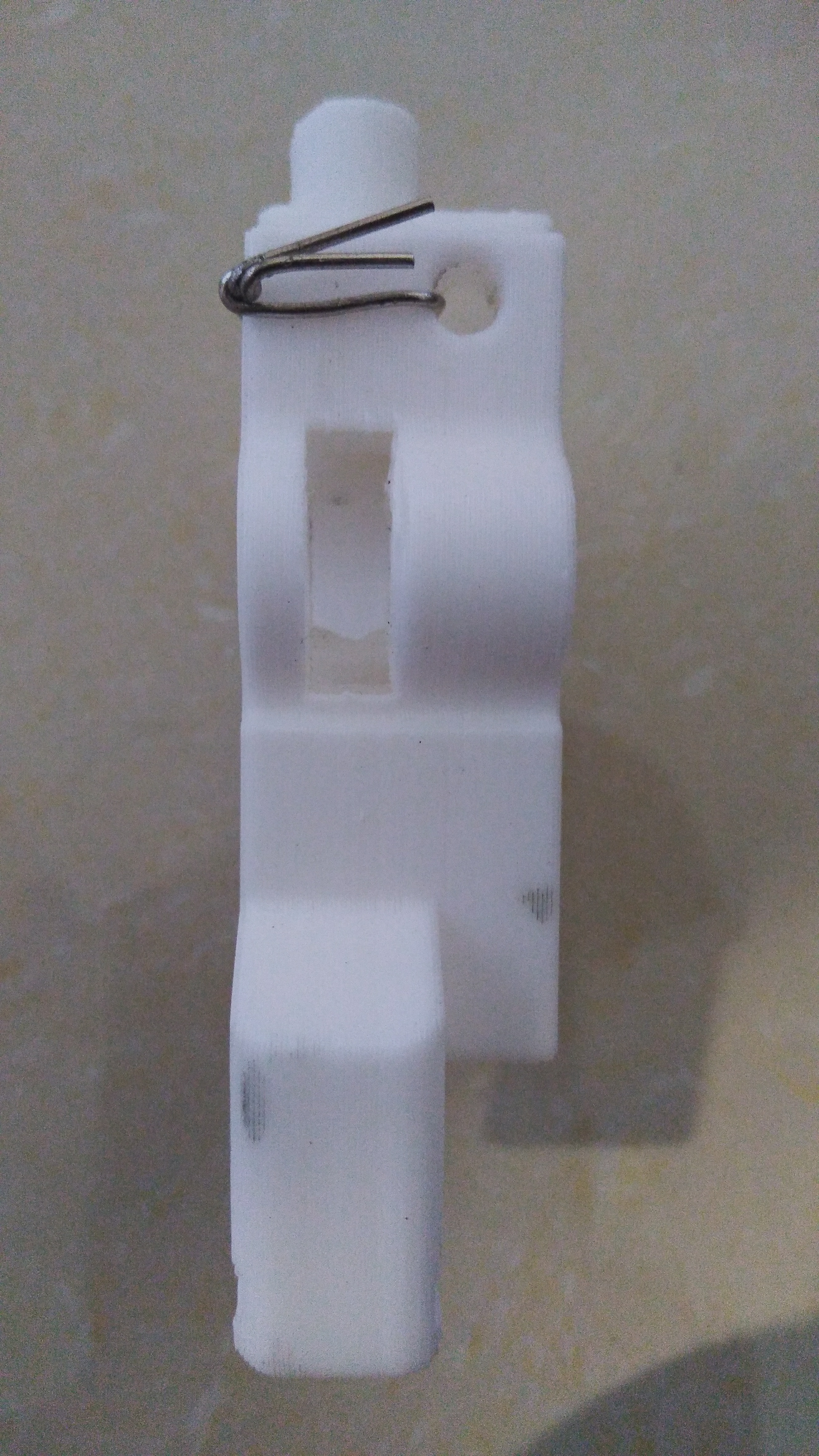
其实效果还不错的。靠着这根铁丝,我用PLA+碳纤维以100%的填充打印了下面一个改进的extruder。文件在https://www.thingiverse.com/thing:2398260
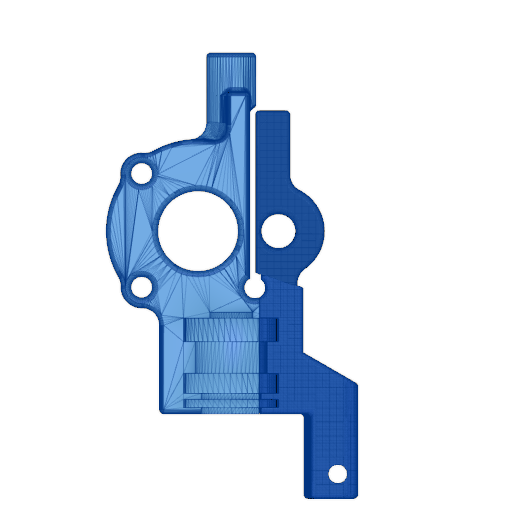 注意右侧臂,我将其向内移动了1mm,使挤出齿轮与打印丝之间的挤压更紧密。由于使用100%填充打印的,所以目前还没有出现裂纹,用螺丝拧紧是可以的。但1mm的量也许太大了,也有可能造成挤出时电机运转的阻力增大,挤出电机长期处于高阻力运行的状态容易发热,电机本体摸着也有60度左右。
注意右侧臂,我将其向内移动了1mm,使挤出齿轮与打印丝之间的挤压更紧密。由于使用100%填充打印的,所以目前还没有出现裂纹,用螺丝拧紧是可以的。但1mm的量也许太大了,也有可能造成挤出时电机运转的阻力增大,挤出电机长期处于高阻力运行的状态容易发热,电机本体摸着也有60度左右。
挤出电机底部垫平
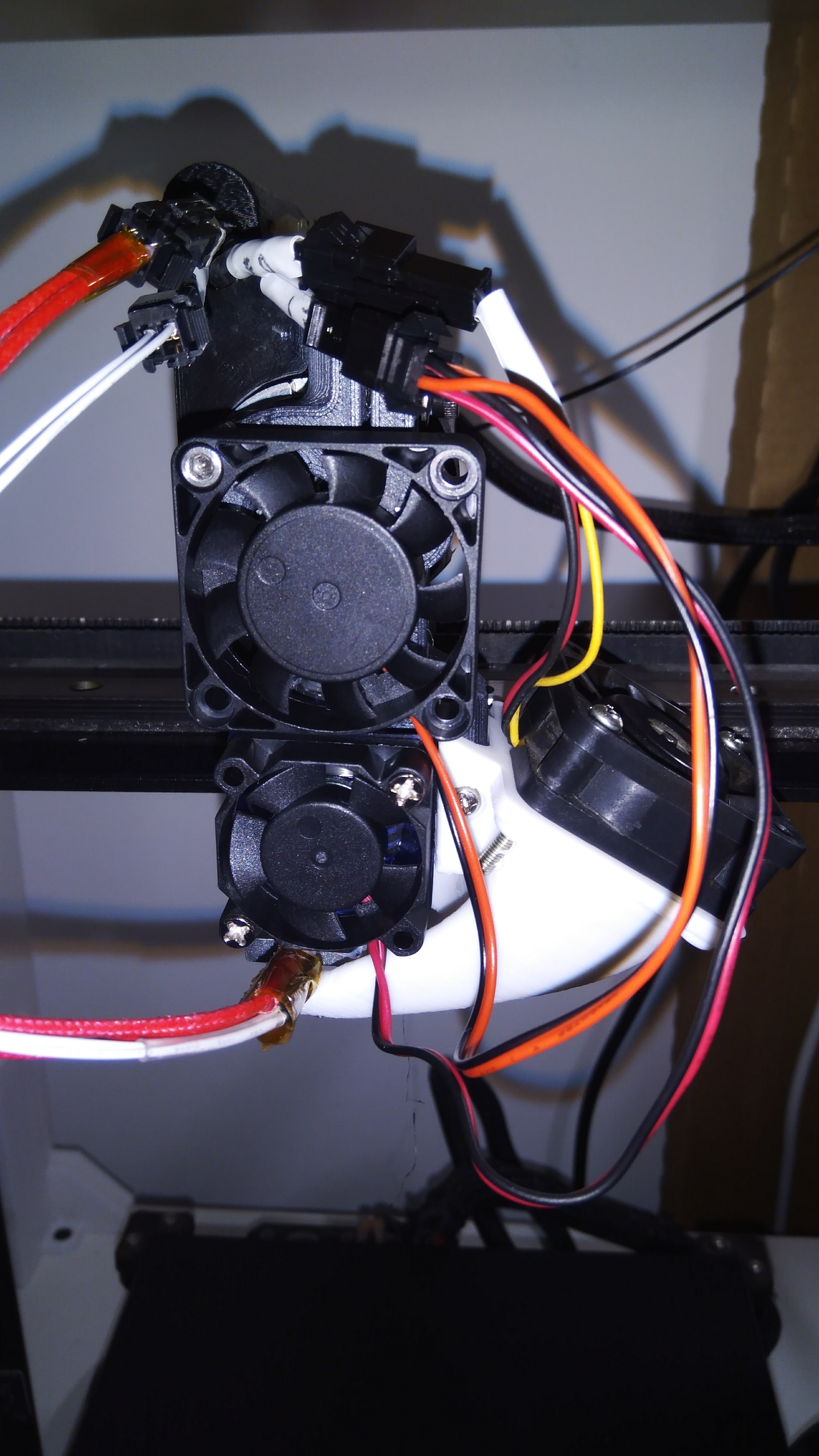
在安顿好extruder、散热风扇、风道以后,大概的结构是这样的:
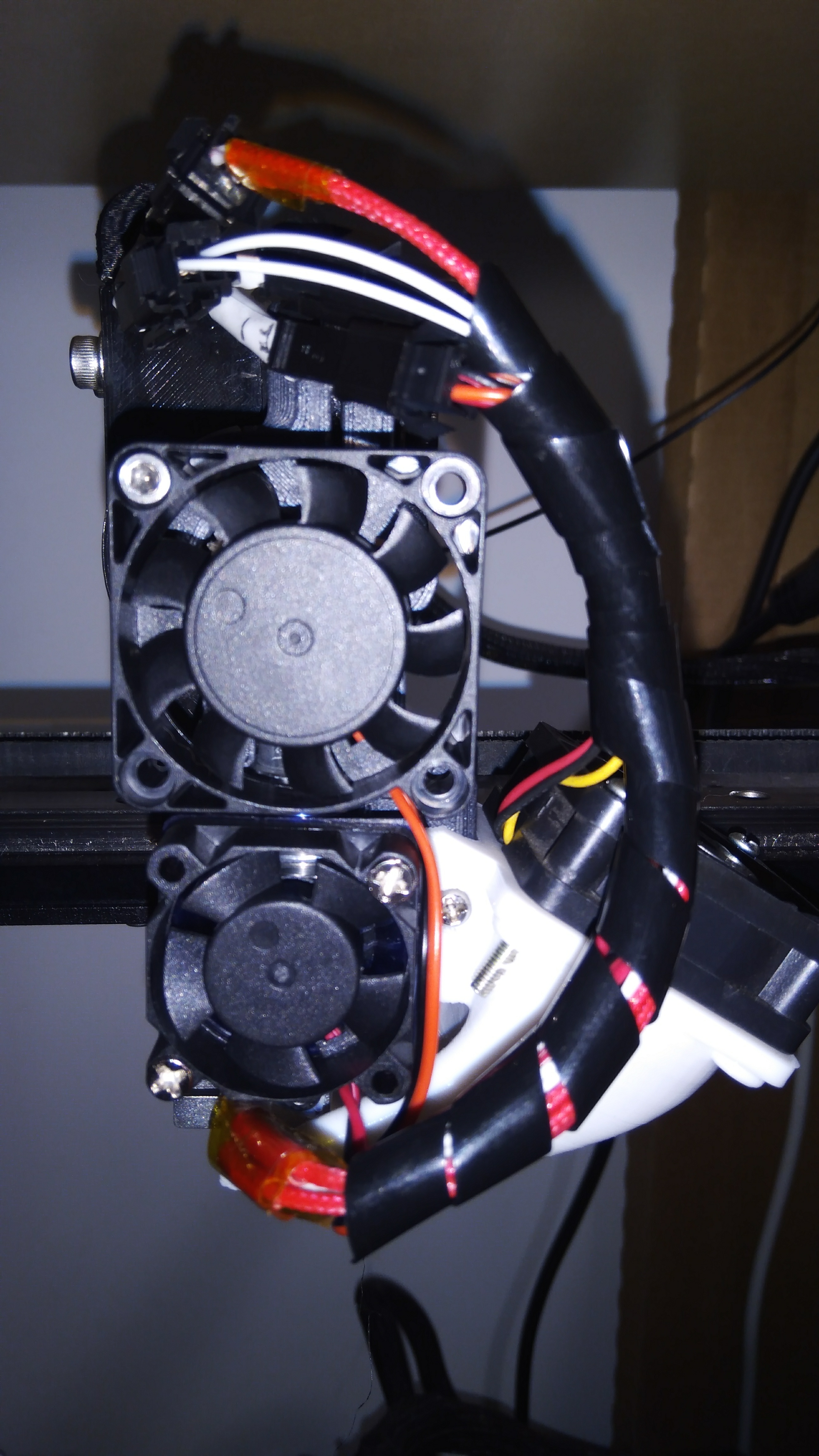
这些东西都是由3个M3的螺丝固定在挤出电机上,挤出电机再固定到X轴上。但是由于风道和散热风扇右侧放置,所以相对于固定点来说并不是平衡的,容易带动挤出电机一起右旋。挤出电机的固定是一个环状结构,不容易阻止右旋。于是轻微的右旋偏转,会造成打印头向左侧升高,如果在打印过程中突然出现右旋,那么z轴的距离就错了。
虽然挤出电机的底面是方的,但其实到下方的螺丝还有一段空余,所以在右旋的时候,底部水平排放的螺丝起不到支撑作用。于是我增加了两个金属垫片,用耐热透明胶贴上就可以了,和螺丝有接触,就避免了右旋。
柔性平台
这也是最近在淘宝上发现的好东西,打印平台是柔软的

有两层,A层是有背胶的,大概含铁,可以贴在原来的打印底板上,B层是软的有磁性,吸附在A层上,打印完成以后,可以把B层拿下来,然后就很容易取下上面打印好的东西。缺点是A层只能耐受70度的温度。如果打印ABS恐怕就很不合适。
我粘的时候有点犯傻直接把A层贴在了金属加热底板上,我现在的建议是把A层贴在玻璃板上或者同样尺寸的金属板上,另外再准备一个耐热玻璃,需要使用热床打印的时候,就换上干净的玻璃。
不过我嫌弃ABS的气味,所以平时都用PLA打印,我做的东西多数也不需要太高的机械强度,所以目前PLA都还胜任。
注意购买的时候一定要让卖家确定尺寸和材料。我买的时候卖家貌似发来了一个过去的试验品,打印时会在表面留下凹陷,于是下一次打印的时候z轴高度就各种错误。抱怨了一番以后卖家发现了错误,重新发货来的底板目前看还是不错的。
贴A层的时候小心不要有气泡,否则平台就不那么平坦的了。实际使用时发现,B层的4个角稍微翘起,中央稍微凹下,但程度很小,估计也就是在0.1mm左右。于是我在柔性平台上又涂抹了一遍PVP胶,这样即使是周边粘附的效果也还不错。这种凹陷就不影响什么了。
PLA+碳纤维材料
也是在找其它材料的时候意外发现的,而且在我同城就有,所以也买来测试了一下,打印参数和PLA是一样的,不需要热床。
看起来好像很结实的样子,表面不像PLA那么油光锃亮的,有点像焦炭的感觉。如果打印平台没调好的话,层间的粘附力不如PLA,容易分层。但如果干脆把填充调到100%,感觉是非常强悍。我用这个材料重新打印了extruder。
烫伤后处理
调试过程中受伤了,在处理打印头右旋的时候,不小心手指碰到了挤出头附近的铝块,恰好上面还粘着些融化的PLA,立刻就贴上了手指。
烫伤的急救处理就是持续用冷水冲,自来水龙头下面狂冲半小时以上。手指皮肤没有破但是起了水泡,浅二度烧伤。
浅二度烧伤有持续的疼痛,由于夏天蚊子很多,所以在手上意外喷了一些六神的止痒花露水,没想到烫伤的疼痛没有了。而且事件可重复,隔了一段时间稍微有点疼的时候再喷,又不疼了。在大学同学群里报告了一下,搞病理的同学递来文献ThermoTRP Channels in Nociceptors: Taking a Lead from Capsaicin Receptor TRPV1 http://sci-hub.cc/10.2174%2F157015908783769680 ,原来花露水中的薄荷醇可以拮抗烧伤疼痛的辣椒素受体。
啊多么痛的领悟。
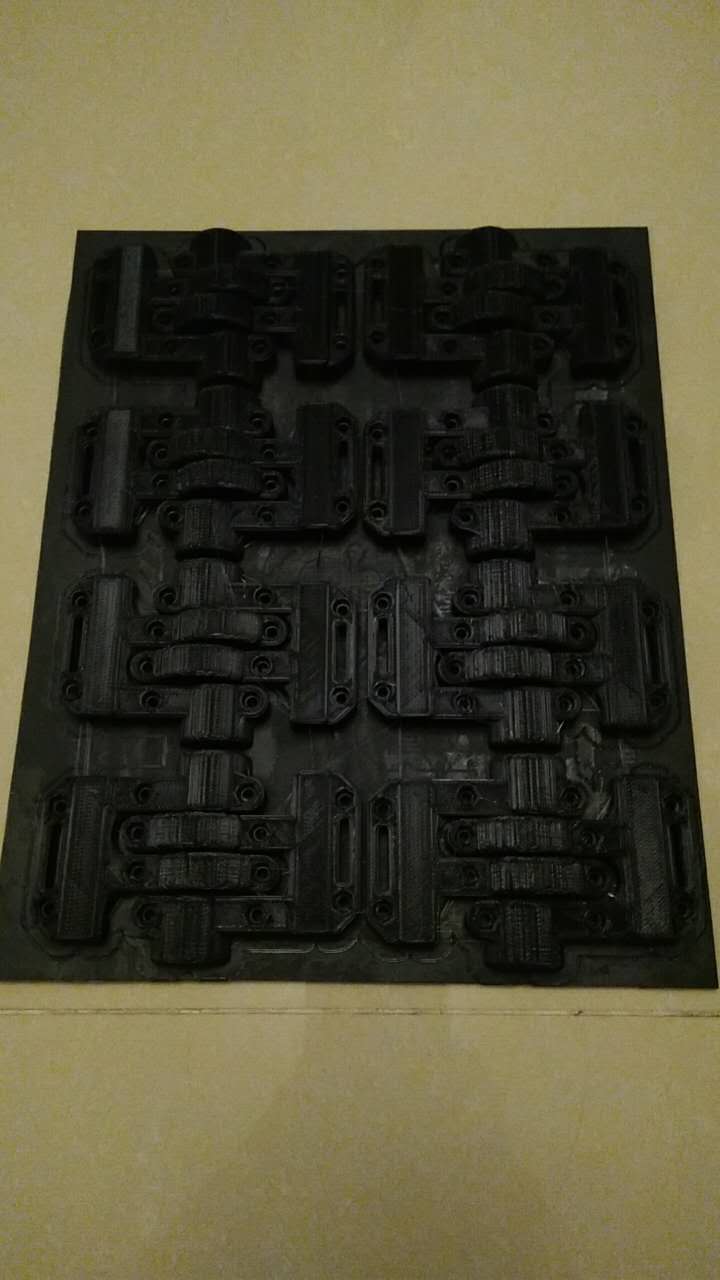
压力测试
摆放位置几乎贴边,连续打印9小时,最终顺利打完,但其中有一组零件出现了层间断裂。不过已经很满意了,我还从来没这么贴边打印这么长时间。